鋪網(wǎng)機(jī)是無(wú)紡布制造的關(guān)鍵設(shè)備,舊式鋪網(wǎng)機(jī)換向時(shí)要求加減速時(shí)間盡量短,負(fù)載沖擊大,不利于進(jìn)一步提高生產(chǎn)速度。新型鋪網(wǎng)機(jī)采用多伺服驅(qū)動(dòng),柔性換向,負(fù)載沖擊小,適用于高速生產(chǎn)的要求。對(duì)新型鋪網(wǎng)機(jī)的工作原理進(jìn)行分析以后,可以將其各軸的運(yùn)動(dòng)特性規(guī)劃為電子凸輪曲線,并用虛擬主軸的辦法,實(shí)現(xiàn)多軸位置同步控制。
 一、新型鋪網(wǎng)機(jī)的工作原理:
一、新型鋪網(wǎng)機(jī)的工作原理:
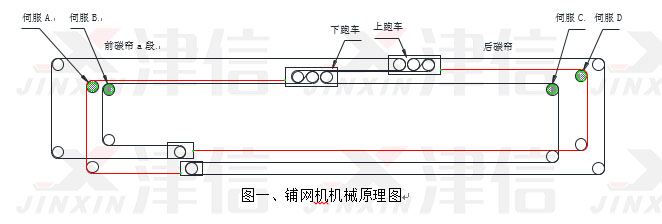
新型鋪網(wǎng)機(jī)的工作原理見(jiàn)圖一,其中伺服A為下跑車(chē)的驅(qū)動(dòng)伺服,決定了下跑車(chē)的運(yùn)行速度;下跑車(chē)就是鋪網(wǎng)頭,下跑車(chē)的速度就是鋪網(wǎng)機(jī)的鋪網(wǎng)速度。伺服B驅(qū)動(dòng)前碳簾運(yùn)行,前碳簾a段速度是鋪網(wǎng)機(jī)的原料輸入速度,要與前端設(shè)備速度同步。伺服C驅(qū)動(dòng)上跑車(chē)運(yùn)行。伺服D驅(qū)動(dòng)后碳簾運(yùn)行。伺服E驅(qū)動(dòng)底簾運(yùn)行。前碳簾在下跑車(chē)出口處的速度就是原料的出口速度。如果要求均勻鋪網(wǎng),則出料速度必須等于下跑車(chē)速度的絕對(duì)值;另外要求原料輸入速度要等于Vi,保持恒定不變。根據(jù)上述兩條基本運(yùn)動(dòng)約束條件,可以分別推算出各臺(tái)伺服在鋪網(wǎng)時(shí)的運(yùn)行速度特征曲線。
 二、分析新型鋪網(wǎng)機(jī)的運(yùn)行速度特性:
二、分析新型鋪網(wǎng)機(jī)的運(yùn)行速度特性:
當(dāng)下跑車(chē)從左往右運(yùn)動(dòng)時(shí),伺服B保持靜止,伺服A的平均速度要等于Vi,伺服C的速度要等于Vi/2。當(dāng)下跑車(chē)從右往左運(yùn)行時(shí),伺服A的平均速度依然等于Vi,但是方向相反,伺服B的速度為伺服A的2倍,伺服C的速度為伺服A的速度加上Vi/2。下面以伺服B為例,分析如何用電子凸輪控制功能控制伺服B的運(yùn)行。圖二為鋪網(wǎng)機(jī)工作時(shí)伺服B的運(yùn)行速度特征曲線。圖中Vi為原料輸入速度,T為鋪網(wǎng)頭從一端走到另一端花費(fèi)的時(shí)間,t
a為伺服B的加速時(shí)間,t
a決定了凸輪曲線的平滑度,為簡(jiǎn)化問(wèn)題分析,本文中假設(shè)t
a等于0.2T。

為了實(shí)現(xiàn)伺服B的電子凸輪控制,接下來(lái)需要將伺服B的運(yùn)行速度特征曲線轉(zhuǎn)化為伺服B的電子凸輪曲線,轉(zhuǎn)換步驟如下:
1) 令主軸的總長(zhǎng)度為2倍的鋪網(wǎng)幅寬,假設(shè)幅寬為2000mm,則主軸長(zhǎng)度為4000;
2) 鋪網(wǎng)機(jī)從左向右鋪網(wǎng)時(shí)伺服B的速度為零,所以位置也為零;
設(shè)置電子凸輪特征點(diǎn)a坐標(biāo)為(0,0)
設(shè)置電子凸輪特征點(diǎn)b坐標(biāo)為(2000,0)
3) 鋪網(wǎng)機(jī)從右向左鋪網(wǎng)時(shí),伺服B速度從0勻加速到V
B,加速時(shí)間為t
a =0.2T;
根據(jù)S = V×t /2,計(jì)算得到電子凸輪特征點(diǎn)c坐標(biāo)為(2400,500)
4) 利用加減速的對(duì)稱(chēng),得到電子凸輪特征點(diǎn)d坐標(biāo)為(3600,7500)
5) 最后一點(diǎn)e坐標(biāo)為(4000,8000)
三、生成電子凸輪曲線:
丹佛斯MCO305的開(kāi)發(fā)軟件為APOSS,內(nèi)置電子凸輪曲線生產(chǎn)功能,加上述計(jì)算得到的a、b、c、d、e 五點(diǎn)電子凸輪曲線特征點(diǎn)按軟件要求填入表格,就能自動(dòng)生成如圖三所示的電子凸輪曲線。
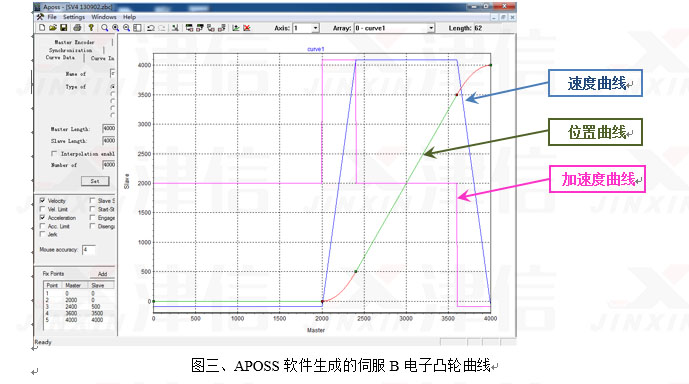
用戶程序里也提供專(zhuān)用指令,能夠根據(jù)鋪網(wǎng)實(shí)際幅寬、加速度等參數(shù)實(shí)時(shí)計(jì)算生成新的電子凸輪曲線。當(dāng)新的電子凸輪曲線生成以后,MCO305的固件程序能在當(dāng)前電子凸輪周期執(zhí)行完畢以后,立即自動(dòng)切換到新的電子凸輪曲線繼續(xù)運(yùn)行。
四、控制系統(tǒng)構(gòu)成:

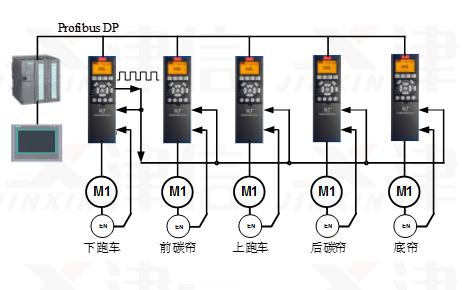
驅(qū)動(dòng)系統(tǒng)的整體結(jié)構(gòu)如圖四,每根軸獨(dú)立按自己的電子凸輪曲線運(yùn)行,屬于典型的分布式控制系統(tǒng),對(duì)主控制器的性能要求,一般的PLC就能勝任。由于每根軸都與主軸保持電子凸輪同步關(guān)系,所以總體上可以實(shí)現(xiàn)多軸同步的控制需求。其中下跑車(chē)運(yùn)動(dòng)控制器比較特殊,他具有虛擬主軸脈沖輸出的功能,代替主控制器發(fā)送主軸脈沖信號(hào)。
PLC和人機(jī)界面屬于標(biāo)準(zhǔn)的應(yīng)用,此文不再贅述。



