在枕式包裝機(jī)的工業(yè)應(yīng)用中,包裝機(jī)裁切部分要求切刀與薄膜接觸的區(qū)段內(nèi)保持線速度同步,否則將出現(xiàn)拉伸包裝薄膜或包裝薄膜堆積現(xiàn)象。上海津信在實(shí)際應(yīng)用中,使用臺達(dá)ASDA-A2伺服驅(qū)動器的內(nèi)置凸輪控制功能,為用戶實(shí)現(xiàn)低成本、高性能及高靈活性的裁切速度同步功能。
一、 引言
枕式包裝機(jī)主體基本上有送料部分、送膜部分和裁切部分構(gòu)成,如圖1所示。所有的動作邏輯及相位控制均以主送料軸的主軸編碼器信號為參考進(jìn)行控制。本文將就臺達(dá)A2伺服內(nèi)置電子凸輪功能的應(yīng)用加以闡述。其內(nèi)置電子凸輪功能,具有低成本和高靈活性的優(yōu)勢。
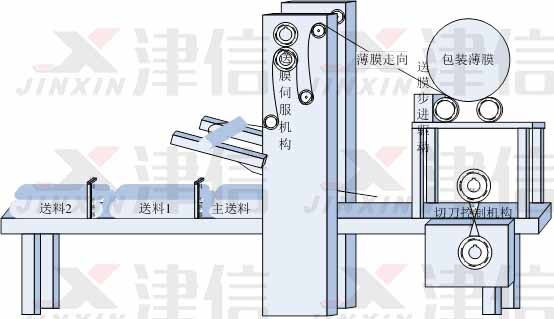
圖1枕式包裝機(jī)整體結(jié)構(gòu)示意圖
二、 臺達(dá)A2電子凸輪功能簡要介紹
臺達(dá)A2伺服驅(qū)動器內(nèi)置電子凸輪功能,使用靈活、方便。既可以預(yù)先構(gòu)造好凸輪曲線存儲于伺服驅(qū)動器內(nèi)部,在設(shè)備工作時選擇凸輪曲線(最多可存儲100條凸輪曲線數(shù)據(jù));也可以在線自動構(gòu)造凸輪曲線。此外,還可以調(diào)整凸輪嚙合的前置量及其啟動方式、脫離方式;調(diào)整凸輪嚙合區(qū)域;調(diào)整凸輪脫離時機(jī)等。
三、 A2凸輪應(yīng)用枕式包裝機(jī)切刀控制
主軸編碼器為24V,1024線的編碼器。將主軸編碼器信號讀入PLC,采用PLC硬件高速計(jì)數(shù)器,為了提高精度,采用4倍頻計(jì)數(shù)。主軸每轉(zhuǎn)一圈,PLC計(jì)數(shù)4096,在Z相信號到達(dá)時,計(jì)數(shù)器值清零。主軸每轉(zhuǎn)一圈,切刀凸輪也轉(zhuǎn)一圈。切刀相位以主軸編碼器計(jì)數(shù)作為參考。

圖2凸輪曲線——紫色線為速度,紅色線為位置
為了最大可能性發(fā)揮臺達(dá)A2伺服的電子凸輪功能,上海津信采用了在線自動構(gòu)造凸輪曲線。經(jīng)調(diào)取自行構(gòu)造的曲線數(shù)據(jù)與軟件手動構(gòu)造曲線一致,如圖2所示。A2的在線自動構(gòu)造凸輪曲線,需要使用通訊手段在線更改幾個與曲線構(gòu)造相關(guān)的參數(shù)。
l P5-94預(yù)先設(shè)置為“馬達(dá)側(cè)齒輪比與切刀數(shù)目的乘積”;
l P5-95預(yù)先設(shè)置為“切刀側(cè)齒輪比”;
l P5-96為“裁切長度/切刀周長*切刀數(shù)目*速度補(bǔ)償*1000000”,0.8≤速度補(bǔ)償≤1.2,此參數(shù)需要PLC完成計(jì)算并通過通訊寫入到A2伺服驅(qū)動器;
l 然后再往5-97參數(shù)寫入“6”,如果返回值為“0x1006”,說明凸輪曲線已建立成功。
切刀的相位調(diào)整是根據(jù)PLC進(jìn)行主軸編碼器計(jì)數(shù),控制凸輪啟動的嚙合時機(jī)來實(shí)現(xiàn)的。
四、 結(jié)論
經(jīng)過實(shí)踐的檢驗(yàn),發(fā)現(xiàn)臺達(dá)A2伺服電子凸輪功能穩(wěn)定、可靠且靈活,可拋棄傳統(tǒng)的高成本的凸輪控制器或者笨重且欠缺靈活性的機(jī)械凸輪,為客戶帶來設(shè)備技術(shù)含量的提升、市場競爭力的提升和成本的下降。
?



